شرکت فولاد حامیران با بیش از 50 سال تجربه درزمینه صنعت فولادهای آلیاژی از بزرگترین و معتبرترین مراکز توزیع فولاد های آلیاژی در ایران به شمار می رود این شرکت هر ساله با بررسی علمی بازار فولاد و بروز رسانی تجهیزات خود تلاش مینماید .
واژه متالورژی از ترکیب دو واژه یونانی متالون "metallon" به معنی فلز و ارگون "ergon" به معنی کار ساخته شدهاست.
علم مواد شامل پژوهش و تحقیق برای دستیابی به دانش پایه و اساسی در مورد ساختار درونی، خواص و فرآیند بهینهسازی مواد جهت استفاده نمودن آنهاست. در حالی که مهندسی مواد اصولاً در ارتباط با استفاده عملی از دانش پایه مواد (علم مواد) است، به گونهای که بتوان مواد را به محصولات دلخواه یا مورد نیاز جامعه تبدیل کرد.
مهندسی مواد و متالورژی چیست؟
"شناخت خواص، توزیع و نحوه استخراج و کاربرد مواد گوناگون در صنایع به همراه تولید مواد مرکب، سرامیکها و حفاظت و شکلدهی آنها محدوده مهم، وسیع و پر کاربردی از دستاوردهای دانش بشری را شامل میگردد که هم اکنون به عنوان دانشمهندسی مواد و متالورژی شناخته میشود. "
به جرئت میتوان گفت که همه مصنوعات بشری که هرروز میبینید، شامل کفشها، ظرفهای غذا، سیدیهایی که به آنها گوش میدهید، تلفن همراه، اتومبیل و هزاران مثال دیگر، حاصل تلاش مهندسان مواد در درک ارتباط بین ساختار مواد، خواص آنها و در نهایت نحوه به کارگیری آنهاست.
رشته متالورژی صنعتی چیست؟
در مهندسی متالورژی، به صورت ویژه، رشته مهندسی مواد متالورژی صنعتی، روشهای تولید مصنوعات فلزی، اعم از متالورژی پودر، شکل دادن، جوشکاری و ماشین کاری و بررسی خواص مکانیکی و ساختاری آنها را به عهده دارد.
دستههای کلی مواد مهندسی که مورد بررسی قرار میگیرند عبارتند از:
فلزات
فلزات اولین موادی بودند که انسانها توانستند با توجه به خواص درونی، آنها را برای تامین نیازهای خود تغییر دهند و آنطور که خود میخواهند از آنها استفاده کنند.
سرامیکها
سرامیک از اضافه شدن اکسیژن یا نیتروژن به فلزات پدید میآید. سرامیکها میتوانند بعنوان جایگزین استخوان، ابزار برش قوی، هدایت الکتریسیته یا حتی عایق آن مورد استفاده قرار گیرند.
نیمه هادیها
موادی هستند که میتوانند الکتریسیته را با افزودن مقادیری ناخالصی انتقال دهند اما در حالت عادی عایق هستند. سیدی پلیر، تلفن همراه شما و تمام بردهای الکتریکی، همگی به نیمه هادیها وابسته هستند.
پلیمرها
پلیمرها مولکولهای بسیار بزرگی هستند که از اتصال مولکولهای کوچکتر تکراری تشکیل شدهاند. بسیاری از مواد مصنوعی همچون پلاستیکها، الیاف مصنوعی، چسبها و... مواد پلیمری هستند.
کامپوزیتها
کامپوزیتها ترکیب مواد مختلف هستند که میتوانند به سادگی سیمان تقویت شده با میلههای فولادی تا خط مقدم تولید یک دوچرخه فیبرکربنی فوق سبک باشند.
بیومواد
بیو ماده به مادهای با منشاء طبیعی یا مصنوعی گفته میشود که به منظور درمان، التیام یا جایگزینی بافت موجودات زنده به کار میرود.
مواد خارق العاده
نانوتکنولوژی مهندسین مواد را، با کنار هم قرار دادن اتمها و مولکولها به یکدیگر، به سمت ساخت مواد مهندسی جدیدی سوق دادهاست که خواصی را به ارمغان میآورد که تا قبل از آن حتی تصور هم نمیشدهاست.
یک مهندس مواد، با بررسی و آزمایش رفتار مواد در شرایط مختلف به پیشرفت تکنولوژی صنایع کمک میکند. مثالهایی از کار یک مهندس مواد عبارت است از:
تست پلاستیکهای تقویت شده فیبر کربنی برای قویتر کردن آنها، ایجاد تجهیزات ورزشی سبکتر، ایجاد پلیمرهای خاص، تولید سرامیک و مواد مورد استفاده در ایمپلنتهای دندانپزشکی و....
در حال حاضر بیشترین بازار کار مهندسی مواد و متالورژی در آزمایشگاههای متالورژی و خطوط کنترل کیفی، جهت اطمینان از به کار بردن مواد مناسب جهت تولیدات صنعتی، دارویی و غذایی میباشد.
شرکت فولاد حامیران با چندین دهه تجربه، در زمینه ی عرضه فولادهای آلیاژی فعالیت می کند و با در دست داشتن کلیه مقاطع واستانداردهای آلیاژی ، سالهاست در حال خدمت رسانی به صنعت کشور می باشد. نمایندگی های اخذ شده از بزرگترین کارخانجات ایران از جمله : مجتمع فولاد آلیاژی اصفهان و فولاد آلیاژی ایران و همچنین ارتباط مستمر با بزرگان این صنعت در آنسوی مرزهای کشور، تضمین کننده کیفیت خدمات شرکت فولاد حامیران می باشد. اعتماد شما و به موجب آن رونق کسب و کار، شرکت حامیران را بر آن داشت تا با گسترده کردن زمینه ی فعالیت خود، خدماتی درخور اعتماد شما عزیزان ارائه دهد.
ریختهگری دقیق به انگلیسی: Investment Casting ، که به نام «ریختهگری با مدلهای مومی» یا «ریختهگری ظریف» نیز شناخته میشود، فرایندی صنعتی بر پایه روش ریختهگری موم ذوب شونده است. از این روش برای ساخت قطعات فلزی از هر نوع آلیاژی میتوان استفاده کرد و معمولاً برای تولید قطعات پیچیده که دارای دیوارههای نازک هستند، استفاده میشود.
به طور کلی انتقال فلز ذوب شده درون قالبهایی از جنس نسوز، به منظور انجماد و شکل گیری قطعه نهایی را ریختهگری دقیق مینامند.
در فرآیند قالبگیری در ماسه، از مدلهای چوبی یا فلزی برای ایجاد شکل قطعه مورد نظر در داخل مواد قالب استفاده میشود. در این روش امکان استفاده مجدد از مدلها وجود دارد ولی قالبها تنها یک بار میتوانند مورد استفاده قرار گیرند. این در حالی است که در روش دقیق هم مدل و هم قالب فقط یک بار استفاده میشود.
مهمترین مزیت این روش، ساخت قطعاتی است که هم دمای ذوب بالایی دارند و هم امکان قالب گیری در گچ یا فلز را ندارند. برخی از کاربران به اشتباه ریخته گری را ریختهگردی دقیق سرچ میکنند اما در واقع منظورشان همان ریختهگری دقیق است.
مراحل انجام روش ریختهگری دقیق:
ریخته گری دقیق را می توان به کمک دو نوع مدل، موم اصلی(روش مستقیم) و یا کپیهایی از الگویی اصلی که ساخت آن ملزم به استفاده از موم نمیباشد (روش غیر مستقیم) انجام داد. در ادامه مطلب مراحل ریخته گری با روش غیر مستقیم را مورد بررسی قرار خواهیم داد.
1. ساخت الگوی اصلی:
در این مرحله قالب ساز الگوی اصلی را از موم، خاک رس، پلاستیک و یا هر نوع مواد دیگر میسازد.
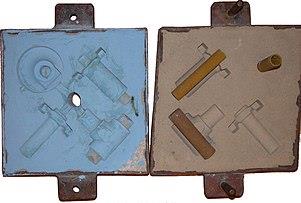
2. ساخت قالب:
ابتدا قالب الگوی اصلی ساخته میشود. در صورتی که الگوی اصلی از جنس فولاد ساخته شده باشد، میتوان قالب را با استفاده از فلزی با نقطه ذوب پایینتر و به طور مستقیم با الگوی اصلی ریختهگری نمود. همچنین قالبهای پلاستیک نیز امکان ریختهگری با الگوی اصلی را نیز دارا میباشند.
در روش دوم قالب اصلی به صورت مستقیم ماشین کاری شده و بدون ساخت الگو مورد استفاده قرار میگیرد.
3. الگوهای مومی:
بر خلاف نام این الگوها، لزوما از جنس موم ساخته نمیشوند چرا که ممکن است علاوه بر موم از جنسهایی همچون جیوه و پلاستیک هم در ساخت آنها استفاده شود. الگوهای مومی با دو روش ساخته میشوند:
در روش اول مقداری موم داخل قالب ریخته میشود به طوری که سطح داخلی قالب با موم پوشانده شود.
در روش دوم تمام قالب را با استفاده از موم پر نموده و منتظر میمانند تا سرد شده و به حالت جامد تبدیل گردد.
4. سرهم کردن و مونتاژ الگوهای مومی:
به منظور ساخت یک خوشه و یا درخت از الگوهای مومی، آنها را به صورت یک الگوی بزرگ مونتاژ میکنند تا به طور دسته ای ریختهگری شوند. در اتصال الگوهای مومی سطح مشخصی از موم با استفاده از یک ابزار گرمایشی ذوب گردیده و سپس به بدنه فشرده و سرد میشود.
5. به کارگیری مواد دقیق:
قالب سرامیکی، یک سری از مراحل پوشش دهی، اندودکاری و سخت شدن را برای رسیدن به ضخامت مورد نظر، تکرار مینماید. در عملیات پوشش، برای ایجاد یک پوشش سطحی یکنواخت در الگو، آن را درون یک دوغاب از مواد نسوز فرو میبرند. به منظور حفظ جزئیات قالب از مواد ریز استفاده میشود که آنرا پوشش اولیه مینامند. ذرات سرامیکی درشت در مرحله اندودکاری با فروبردن الگوها به یک بستر مذاب به صورت دستی اعمال میشوند، و در ادامه، مرحله سخت کاری اجازه بهبود به پوشش را فراهم میکند. قالب نیز باید خشک شود که حدود 16 الی 48 ساعت زمان لازم دارد.مراحل فوق تا رسیدن به ضخامت دلخواه تکرار می شود.
6. موم زدایی:
به منظور ذوب و تبخیر موم قالبهای سرامیکی آنها را به صورت وارونه در داخل کوره قرار میدهند. بالا بودن ضریب انبساط حرارتی موم نسبت به سرامیک موجب ترک برداشتن قالب در این مرحله میشود. افزایش دما موجب انبساط موم و ایجاد تنش درآن میگردد، برای کاهش این تنشها موم را با بیشترین سرعت گرم میکنند تا موم سطح خارجی در کمترین زمان ذوب و تخلیه شود. بدین ترتیب برای انبساط موم باقی مانده، فضای کافی ایجاد میشود.
7. پیش گرم کردن قالب:
برای خارج کردن رطوبت و موم باقی مانده در قالب آن را تا دمای حداکثر 1095 سانتیگراد گرم میکنند. پیش گرم کردن اغلب بعد از سرد شدن قالب انجام میشود تا آن را مورد آزمایش قرار دهند اما در برخی موارد هم می تواند قبل از ریختن مواد مذاب درون قالب اعمال شود.
پیش گرم کردن، زمان مذاب ماندن فلز را بالا برده تا ماده فرصت کافی برای پرکردن تمام قالب داشته باشد، بدین ترتیب دقت ابعادی به حدی زیادی افزایش پیدا میکند.
8. ریختن مواد مذاب:
نیروی گرانش، فشار هوا و سایر نیروها در ریختن مواد مذاب درون قالب نقش مهمی را ایفا میکنند به همین دلیل قالب رو به بالا، درون وان پر از ماسه قرار میگیرد و سپس مواد مذاب درون آن ریخته میشود.
9. عاری کردن:
بعد از انجام مراحل فوق، پوسته را چکش کاری نموده و یا می لرزانند تا قطعه ریختهگری شده جدا شود. به منظور افزایش کیفیت و ظرافت کار با استفاده از سنگزنی اثرات ریخته گری از روی قطعه پاک میشود.
مزایای روش ریختهگری دقیق
مزایای فرآیند ریختهگری دقیق در صنعت شامل موارد ذیل می باشد:
تولید گسترده قطعات با اشکال پیچیده که به وسیله مدلهای دیگر ریخته گری نمیتوان تولید کرد، توسط این فرآیند امکان پذیر میشود.
مواد قالب و نیز تکنیک بالای این فرآیند، امکان تکرار تولید قطعات با دقت ابعادی و صافی سطح یکنواخت را فراهم مینماید.
از این روش میتوان برای تولید کلیه فلزات و آلیاژهای ریختگی استفاده کرد، همچنین امکان تولید قطعاتی از چند آلیاژ مختلف وجود دارد.
با ریختهگری دقیق میتوان قطعاتی با حداقل نیاز به عملیات ماشینکاری را تولید نمود، بنابراین محدودیت استفاده از آلیاژهایی با قابلیت ماشینکاری بد از بین میرود.
قطعات با خواص متالورژیکی بهتری تولید می گردند .
قابلیت تطابق برای ذوب و ریخته گری قطعات در خلاء وجود دارد.
خط جدایش قطعات حذف می شود وموجب حذف عیوبی که در اثر وجود خط جدایش شده است، می گردد.
محدودیت های روش ریختهگری دقیق:
این روش از ریختهگری دارای محدودیت هایی نیز است، محدودیت هایی از قبیل:
اندازه و وزن قطعات تولید شده این روش محدود بوده و عموماً قطعات با وزن کمتر از 5 کیلوگرم تولید میشود.
هزینه زیاد تجهیزات و ابزارها در این روش نسبت به سایر روشها
ریخته گری دقیق تجهیزات
بالا بودن هزینه ریخته گری دقیق تجهیزات و مواد اولیه موجب افزایش قیمت نهایی قطعات میگردد به همین دلیل ریخته گری دایکاست گزینه بهتری در این زمینه به شمار میآید.
انواع روشهای ریخته گری دقیق
برای انجام ریختهگری دقیق دو روش وجود دارد: روش پوستهای و روش توپر. این دو روش در تهیه مدل باهم تفاوتی ندارند و تفاوت آنها در نوع قالبها میباشد.
در مرحله ریخته گری دقیق پوستهای، مدل خوشهای در معرض جریان باران ذرات ماسهنسوز قرار میگیرد، تا یک لایه نازک در سطح آن تشکیل شود. برای تولید قطعات ریختگی فولاد ساده کربنی، فولادهای آلیاژی، فولاد زنگ نزن، مقاوم به حرارت و دیگر آلیاژهایی با نقطه ذوب بالای 100 درجهی سانتیگراد، این روش را به کار میگیرند.
نکات مهم در ریخته گری
صنعتگران شکل مورد نظر را با دست یا به وسیله ماشین روی ماسه حک میکنند. به وسیله طرح تنها سطح خارجی قطعه ساخته میشود. سطوح داخلی توسط ماهیچهها ایجاد میشود و باید مقدار فضای لازم را برای انقباض قطعه ریخته گری شده بعد از انجماد پیشبینی کرد.
وقتی دو درجه تشکیل دهنده قالب را از هم جدا کنیم و طرح ایجاد شده توسط درجه پایینی و بالایی را به دو نیم تقسیم کنیم به یک برشی عرضی از قطعه میرسیم. سطح خارجی برش عرضی را خط جدا کننده مینامند. اولین گام در طراحی قالب تشخیص این خط است. برای جلوگیری از صدمه دیدن سطح قالب هنگام خارج کردن الگو، قطعات چوبی مربوط به لولههای هوا، راه گاهها و غیره، باید سطوح عمودی قطعه را کمی مایل طراحی شود، به این شیب ملایم taper گفته میشود.
درجه ریخته گری(قالب ماسه ای)
ماهیچهها توسط اجزایی به نام برجستگیهای ماهیچه (core print) در جای خود نگه داشته میشوند. اگر طراحی طوری باشد که مقاومت کافی برای نگه داشتن ماهیچه در جای خود وجود نداشتهباشد، از نگه دارندههای فلزی به نام چپلت استفاده میشود. چپلتها در داخل قطعه نهایی جاسازی میشوند. بعد از به دست آمدن قطعه ریخته گری شده باید آن را با فشار هوا تمیز کرد.
نهایتا، فلزات اضافی کنار دروازهها، لولههای تغذیه و منافذ هوا باید بریده شوند. سطوح مهم باید ماشینکاری شوند تا سطحی پرداخت شده و دقیق حاصل گردد. ربات قالبها را از دیپ سرامیک به آرامی در میآورد و چند لحظهای در بالای دیپ منتظر میشود که مواد اضافی به مخزن بازگردد. ربات مواد مذاب را به داخل قالبها میریزد و قطعات قالبریزی شده را پرداخت میکند. ربات تقریبا میتواند کلیه مراحل کاری این صنعت را پوشش دهد.
شرکت فولاد حامیران با بیش از 50 سال تجربه درزمینه صنعت فولادهای آلیاژی از بزرگترین و معتبرترین مراکز توزیع فولاد های آلیاژی در ایران به شمار می رود.
برای اطلاع از قیمت روز فولاد ، آهن آلات ساختمانی و سایر خدمات با ما در ارتباط باشید.
برای اینکه آزمایشگاههای سراسر جهان یک ادبیات مشترک داشتهباشند، استانداردهایی تعریف شدهاند. ازجمله این استانداردها میتوان به استاندارد ایزو 17025 اشاره کرد که به معنی گواهینامه تایید صلاحیت آزمایشگاه میباشد.
داشتن ایزو 17025 به این معناست که نتایج آن آزمایشگاه در جهان قابل اعتماد است.
ایزو 17025 چیست؟
سازمان جهانی استاندارد ISO ، سیستم مدیریت کیفیتی را برمبنای مدل ISO/IEC 17025 که برپایه ISO 9000 تهیه شده، منتشر کردهاست. با پیادهسازی این استاندارد تمامی فعالیتهای تست و کالیبراسیون در آزمایشگاههای مربوطه تحت کنترل یک سیستم مدیریت قرار میگیرد و هدف آن است که نتایج توسط آنها با سطح مشخصی از اطمینان بیان گردد. سیستم مدیریتی مذکور در دو بخش فنی و کیفی بر موارد مختلفی تاکید دارد.
کاربرد استاندارد ایزو 17025
آزمایشگاهی که استاندارد ISO/IEC 17025 را مستقر نموده باشد و توسط یک مرجع اعتباردهی بین المللی اعتباردهی شده باشد، به عنوان یک آزمایشگاه شخص ثالث به رسمیت شناخته می شود، گواهینامه 17025 میگیرد و نتایج آزمونهای این آزمایشگاه در سراسر دنیا قابل پذیرش خواهد بود. آزمایشگاه شخص ثالث آزمایشگاهی است که مراجع بازرسی برای صادرات و یا واردات میتوانند از خدمات و گزارشات آزمون چنین آزمایشگاهی استفاده نمایند. علاوه بر موارد ذکر شده چنانچه شرکت تمایل به صادرات محصولی داشته باشد، وجود گزارشات آزمونی که دریک آزمایشگاه مورد تایید تولید شده باشد، تاثیر بسیار مطلوب و موثری در باور مشتری نسبت به کیفیت محصول خواهد داشت. آزمایشگاههای اعتباردهی شده در لیست آزمایشگاههای دارای صلاحیت مراجع اعتباردهنده به صورت عمومی در سراسر دنیا منتشرخواهندشد و مشتریان بین المللی از این طریق امکان انتخاب یک آزمایشگاه تایید صلاحیت شده را در هر منطقه از دنیا خواهند داشت.
استاندارد ایزو 17025
این استاندارد به معنی صلاحیت، بیطرفی و انسجام عملیات آزمایشگاه است. گواهی ISP 17025 به معنی صلاحیت آزمایشگاه برای انجام آزمونها و یا کالیبراسیونها میباشد و روشهای استاندارد و غیر استاندارد را مشخص میکند. تمامی سازمانهایی که فعالیت آزمایشگاهی دارند، میتوانند اقدام به دریافت گواهینامه کنند.
شرایط اخذ ایزو 17025
آزمایشگاههایی که به دنبال این گوهینامه هستند، باید مراحل گرفتن استاندارد 17025 را طی کنند و در ابتدا باید از طریق مراکز معتبر دارای مجوز دولتی اقدام کنند. برای پیاده سازی ایزو 17025 به پنج بخش اصلی (قلمرو، منابع اصلی، واژگان فنی و تعاریف، الزامات مدیریتی و الزامات فنی) توجه کنید، دو مورد الزمات مدیریتی و الزامات فنی از شرایط لازم برای اخذ گواهینامه میباشد.
مهندسی و علم مواد رشتهی بسیار گستردهای است که گرایشهای متعددی برای آن تعریف شده است. این علم دامنهی وسیعی از فعالیتها را پوشش میدهد و در عرصههای متفاوتی شامل شیمی، فیزیک و ... وارد شده است. به همین علت منحصرا برای یک فعالیت خاص شناخته نمیشود و خاصیت میان رشتهای دارد. این علم به نیازهای روزافزون ما پاسخ میدهد و از اهمیت بالایی برخوردار است. در بعضی از مواقع مهندسین مواد، مهندس سرامیک، پلیمر یا متالورژیست نامیده میشوند که در صنایع مختلف، دانشگاهها، آزمایشگاهها و .... مشغول به کار شده و فعالیت دارند. در یک دسته بندی کلی، مباحث مورد مطالعه در مهندسی مواد به شش گروه اصلی فلز (متالورژی)، سرامیکها، پلیمرها، مواد مرکب ( کامپوزیت ها)، بیومتریال (مواد زنده) و نیمه هادیها تقسیم میشوند. در اینجا ما به بررسی یکی از گروههای اصلی این زمینه به نام متالورژی می پردازیم.
تفاوت بین متالورژی و متالوژی
یکی از سوالهای بسیار رایجی که درباره ی متالورژی وجود دارد این است که آیا متالورژی صحیح میباشد یا متالوژی؟ تفاوت متالوژی و متالورژی در چیست؟ برای درک فرق بین متالورژی با متالوژی باید به ریشهی این کلمات دقت کرد. با توجه به معنی ریشهای کلمات، Metal به معنای فلز و Logy به معنای شناختن میباشد، که با توجه به رشتههایی مانند رادیولوژی (به معنای پرتوشناسی)، فیزیولوژی (به معنای اندام شناسی)، ژئولوژی (به معنای زمین شناسی) و .... گمان میرود که متالوژی به معنای فلزشناسی (شناختن فلز) باشد. ولی درواقع رشتهای که در دانشگاهها تدریس شده و در صنایع کاربرد دارد متالورژی میباشد که به معنای فلز شناسی نیست، بلکه به معنای کار با فلز میباشد. ریشه Metallurgy به دو کلمهی یونانی Metallon به معنی فلز و Ergon به معنی کار برمیگردد و با توجه به این موضوع، رشته مهندسی متالورژی به معنی دانش و علم مواد فلزی نیست، بلکه به معنای دانش و علم کار با مواد فلزی میباشد و رشتهای تحت عنوان مهندسی متالوژی وجود ندارد.
در واقع مهندسین متالورژی بعد از پایان درس خود در دانشگاه میآموزند که چگونه با فلزات کار کنند و با مباحثی مثل استخراج سنگهای معدنی و فرآوری آنها، چگونگی تبدیل آنها به اشکال و قطعات مختلف، چگونگی ترکیب چند فلز و عنصر مختلف و درست کردن آلیاژ جدید، چگونگی اتصال قطعات فلزی به یکدیگر، چگونگی حفاظت از قطعات فلزی، شناسایی تفاوت فلزات با یکدیگر و استفادهی آنها در جای مناسب، آشنا میشوند.
آزمایشگاه متالورژی حامیران
شرکت فولاد حامیران با تکیه بر نیم قرن تجربه آمادهی خدمات رسانی به شما عزیزان میباشد. برای اطلاع از خدمات آزمایشگاه متالورژی با ما تماس حاصل فرمایید. کارشناسان باتجربهی ما آمادهی پاسخگویی به سوالات شما هستند.
بسیاری از دانشمندان برای فازهای ماده، علاوه بر حالت های جامد، مایع و گاز حالت چهارمی نیز در نظر گرفته اند که شاید به گوش شما خورده باشد.پلاسما، همچون دیگر فازهای ماده به حساب می آید و از نظر خواص فیزیکی به فاز گازی شباهت بیشتری دارد.
این فاز بر اثر اعمال حرارت و افزایش جنب و جوش در مولکول های گاز به وجود می آید. یعنی به ماده حرارت داده می شود تا ابتدا از حالت جامد به مایع و سپس از حالت مایع به گاز تبدیل شود.
فازهای مختلف ماده
با ادامه این فرایند در نهایت، ماده از حالت گازی به حالت پلاسما تغییر شکل خواهد داد.زمانی که فاز پلاسما ماده را در اختیار داریم این افزایش دما سبب شکست مولکولی و تبدیل آنها به اتم خواهد شد. همانطور که می دانید الکترون ها در تمامی مواد، لایه آخر آن را تشکیل می دهند. بنابراین با بالا رفتن دما، الکترون از لایه آخرین جدا شده و سپس ماده به یون تبدیل می شود. به صورت کلی به گاز بهشدت یونیزهشدهای که تعداد الکترونهای آزاد آن، تقریباً برابر با تعداد یونهای مثبت آن باشد، پلاسماگفته میشود. این یون به وجود آمده که پلاسما را تشکیل می دهد برای برش کاری ورق های فلزی با ضخامت های مختلف، صنعت جوشکاری، پزشکی و دندانپزشکی، استفاده می شود. یکی از ویژگی های بی نظیر حالت پلاسما ماده که سبب شده در برش فلزات از آن استفاده شود، قابلیت رسانایی است. این رسانایی، باعث راحتی و آسان کردن فرآیند برش فلزات خواهد شد.
برش پلاسما
برش پلاسما یکی از فناوری های نوین به حساب می آید که از طریق فاز ماده در حالت پلاسما انجام می شود.
پروسهای که در آن غالباً فولاد و یا سایر فلزات در ضخامت های مختلف به وسیلهٔ یک مشعل (torch)، برش داده میشود. در این برش یک گاز نجیب یا در برخی موارد هوای فشرده، با سرعت بالا از نازل دمیده شده و در همان لحظه یک قوس الکتریکی (Electrical ARC) بین گاز در سر نازل با سطح برش ایجاد میگردد وگاز به حالت پلاسما میرود. پلاسما به اندازه کافی گرم است تا فلز را ذوب کند و برش صورت پذیرد. هوای فشرده نیز به اندازهای فشار دارد که فلز ذوب شده را از مسیر برش دور کند.
برش پلاسما روی هر نوع فلز رسانا، فولاد نرم، آلومینیوم، استنلس استیل و... میتواند انجام شود. اما این تکنولوژی برای فولاد ایدهآل میباشد. در مورد فلزات غیر آهنی حداکثر عمق برش یک اینچ میباشد.
مزایای برش پلاسما نسبت به برش فلز با فلز عبارتند از:
۱- تراشه یا همان براده فلزی در حین برش تولید نمیگردد.
۲- برش دقیق تری نسبت به برش فلز با فلز دارد.
اصول بنیادین برش دهندههای پلاسما
همچون سایر ماشینهای ابزار از سال ۱۹۸۰ تکنولوژی CNC برای ماشینهای برش پلاسما استفاده گردید و از این طریق انعطافپذیری بیشتری در برابر اشکال مختلف مورد تقاضا از طریق برنامهنویسی CNC از خود نشان داد؛ ولی باز هم با وجود کنترلرهای CNC برش پلاسما محدود به برش طرحها والگوها در صفحات و ورقههای تخت بوده و فقط دارای دو محور(X,Y) هستند.
برش دهندههای پلاسما از دو روش برای استارت قوس بهره میگیرند
۱. ایجاد قوس از طریق گذاشتن مشعل(Torch) روی قطعه کار وتماس با آن:
در این روش ابتدا یک مدار با ولتاژ بالا و جریان پایین با فرکانس زیاد استفاده شده تا در یک لحظه آنی یک جرقه با شدت بالا داخل بدنه تورچ ایجاد شود و مقدارکمی گاز پلاسما ایجاد گردد. از این قوس به عنوان قوس هادی نام برده میشود. قوس هادی یک مسیر برگشتی به سر مشعل ایجاد میکند و خودش را تا نزدیکی قطعه کار یعنی جایی که قوس اصلی پلاسما زده میشود نگه میدارد. قوسهای پلاسما بسیار داغ بوده ودمای آن حدود C°25000 میباشد.
۲. استفاده از یک مدار ولتاژ بالا- فرکانس بالا برای ایجاد قوس الکتریکی:
در برش پلاسمای نوع HF به کمک یک جرقه هوا در سر مشعل یونیزه شده و قوس الکتریکی آغاز میگردد. در این روش هنگام استارت لزومی به تماس قطعه کار با مشعل(Torch) نیست و این روش برای کاربردهای کنترل عددی (CNC) مناسب میباشد.
البته این روش دارای معایبی چون:خطر برق گرفتگی، لزوم حفظ فاصله اسپارک و حجم بالای تشعشعات فرکانسهای رادیویی میباشد.
نمای داخلی مشعل برش پلاسما
عوامل موثر بر دقت ابعادی و صافی سطح
1- عواملی که در کارکرد مشعل اثر دارند ( قدرت الکتریکی تولید شده، گازی که برای تولید پلاسما استفاده می شود، نوع گاز محافظ و …)
2- ساختمان فیزیکی ماشین (فاصله مشعل با سطح قطعه کار، زاویه مشعل نسبت به قطعه کار، عمق براده برداری، حجم براده برداری و …)
3- محیط کار ( امکان خنک کاری تجهیزات، محافظت قطعه کار از پدیده اکسید شدن در دماهای بالا )